
 �ھ��ͷ�
�ھ��ͷ�
 ��I(y��)��
��I(y��)��







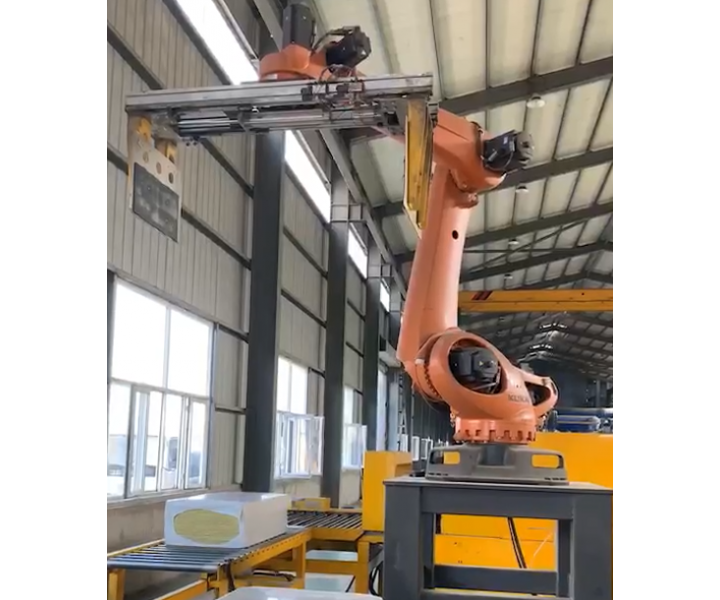
��(k��)�����I(y��)�C(j��)�����ڌ��R��܇���M�b�еĸ߾��ȼ��ɑ�(y��ng)��
�ڌ��R���F(tu��n)��(gu��)����?du��)��ҹ��S��7ϵ���A�I܇���a(ch��n)��������(k��)�����I(y��)�C(j��)����ͨ�^(gu��)��(chu��ng)���Ե�܇���M�b��Q�������ɹ���(y��ng)��(du��)��̼�w�S����(qi��ng)��(f��)�ϲ��ϣ�CFRP���c��X���܇�����b������(zh��n)��2023��Ͷ�a(ch��n)��G70ƽ�_(t��i)�a(ch��n)����������12�_(t��i)��(k��)��KR 1000 Titan�C(j��)��������(g��u)����ȫ��ȫ�C(j��)���˻���܇���M�bϵ�y(t��ng)����(sh��)�F(xi��n)��ÿ���0.8�_(t��i)܇�����ИI(y��)���a(ch��n)��(ji��)����

���ļ��g(sh��)����(sh��)�cϵ�y(t��ng)����
- �C(j��)������̖(h��o)����(k��)��KR 1000 Titan��������m��棩
- ؓ(f��)�d������1000kg����ĩ�ˈ�(zh��)������
- �؏�(f��)��λ���ȣ�±0.05mm��ISO 9283��(bi��o)��(zh��n)��
- �\(y��n)��(d��ng)�ٶȣ�MAX���ٶ�4.3m/s�����ٶ�180°/s
- ���o(h��)�ȼ�(j��)��IP67���m��ˮ + �ߜ�Ϳ�ӣ����m(x��)�����ض�150�棩
- ���������ã�KUKA.ConcreteTrack�����ۙϵ�y(t��ng)������±0.02mm/m��
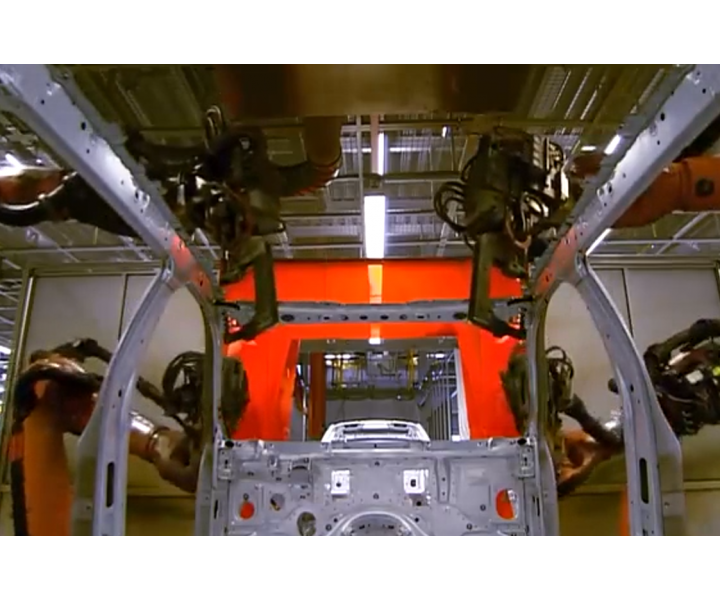
��ˇͻ���c���g(sh��)��(chu��ng)��
ᘌ�(du��)7ϵ܇�͵Ļ�ϲ���܇���Y(ji��)��(g��u)��̼�w�S܇�+�������+�X�Ͻ�װ壩����(k��)�����̎��F(tu��n)�(du��)�_(k��i)�l(f��)��������ļ��g(sh��)��
1. ��(d��ng)�B(t��i)�����a(b��)���㷨����(sh��)�r(sh��)�{(di��o)���C(j��)е�ۄ��ԣ�0.1ms푑�(y��ng)��������̼�w�S�����b��r(sh��)�����(d��ng)�����<5μm��
2. ����ϊA��ϵ�y(t��ng)�����Schunk MAG��(li��n)ʽ�A����ͬ��̎��䓣����������X����գ���CFRP���C(j��)е�Aצ�����N����
3. ��׃���A(y��)�a(b��)�����g(sh��)��ͨ�^(gu��)�t��y(c��)�أ�FLIR A700����(sh��)�r(sh��)�O(ji��n)�غ��Ӝ������Ԅ�(d��ng)�����b��·�����a(b��)����0.01-0.8mm��
��(sh��)ʩ��Ч�c�ИI(y��)�r(ji��)ֵ
- ���a(ch��n)Ч�ʣ�?ji��n)ι�λ�?ji��)�ĕr(sh��)�g��72�뉺�s��53�룬�C��OEE������92.7%
- �|(zh��)��ָ��(bi��o)��܇���P(gu��n)�I�ߴ�ϸ��ʏ�98.4%������99.96%���ӿp������_(d��)±0.15mm
- �ɱ����ƣ����ϓp���ʽ���41%���ܺď�(qi��ng)���½���3.8kW·h/�_(t��i)
- ���ԔU(ku��)չ��֧��CLARƽ�_(t��i)6��܇�ͣ���늄�(d��ng)i7����15������ГQ
ԓ�����(y��n)�C�ˎ�(k��)���C(j��)������܇���M�b�I(l��ng)��ļ��g(sh��)�I(l��ng)��(d��o)����ͨ�^(gu��)KUKA.Connect��(li��n)�W(w��ng)ƽ�_(t��i)��ÿ�_(t��i)�C(j��)����ÿ������2.7GB��ˇ��(sh��)��(j��)���錚�R��(sh��)�\��ϵ�y(t��ng)�ṩ��(sh��)�r(sh��)�������Ƅ�(d��ng)��܇�㲿���ИI(y��)��"��ȱ�����a(ch��n)"Ŀ��(bi��o)���m(x��)�~�M(j��n)��Ŀǰԓ���g(sh��)�������ƏV�����Rȫ��8�����a(ch��n)��������Ӌ(j��)�b�䳬�^(gu��)50�f(w��n)�_(t��i)܇��܇��������



�j(lu��)����")

����")
�j(lu��)110")