
 �ھ��ͷ�
�ھ��ͷ�
 ��I(y��)��
��I(y��)��







�����㟒��̽�،��R��܇�����ܺ���ȫ����

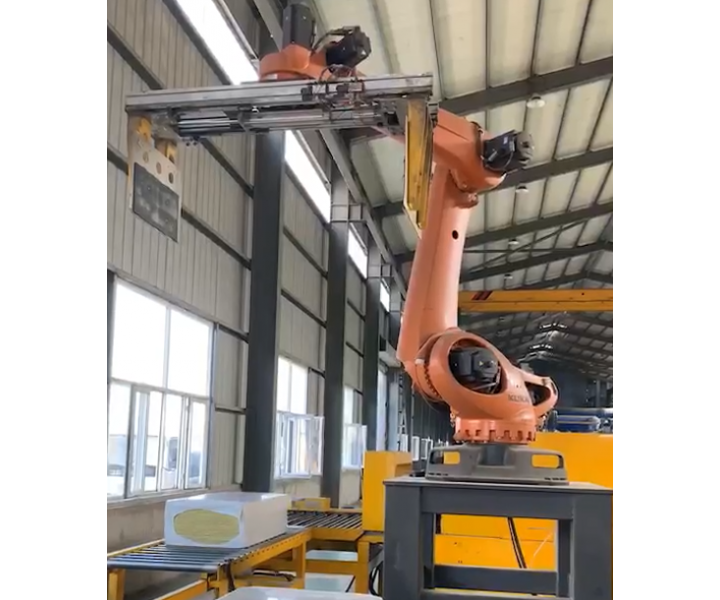
��Ľ��ڔ�(sh��)�ֻ����S�ęC(j��)е���������һ���y��ɫ��܇������ȫ�Ԅ�(d��ng)����ϵ�y(t��ng)�����?c��)빤λ���߾��ȶ�λ�b�ßo����(d��ng)�����_(t��i)�쿨KR QUANTEC�C(j��)е����ͬ�yɫ���~��Ŀ��д������_���ˬF(xi��n)����܇���I(y��)�ľ��ܺ���ˇ�g(sh��)��
ÿ�_(t��i)�C(j��)е��ĩ�˴��d���ŷ�������0.1����(j��)���ȶ�λ����܇��392��(g��)�A(y��)������(bi��o)�c(di��n)ͬ�r(sh��)���I(y��)��800�����늘O�������18000����˲�r(sh��)�����0.8������\䓰���ǧ��֮�����(n��i)���ұ��Y(ji��)�������ܿ���ϵ�y(t��ng)��(sh��)�r(sh��)�O(ji��n)�y(c��)���Ӝضȡ��������������(sh��)���_��ÿ��(g��)���c(di��n)ֱ����(y��n)�������5.8±0.2����֮�g��
��(d��ng)�{(l��n)ɫ늻��ڰ����Є�������܉�E�����_(t��i)�C(j��)е����3D���g��(n��i)���[�����ܵ��\(y��n)��(d��ng)�W(xu��)�㷨���������I(y��)�r(sh��)min���g���H15���ף����S�P(gu��n)��(ji��)�sʼ�K������ͬ���������ۙϵ�y(t��ng)ÿ0.04�����һ�����S����(bi��o)У��(zh��n)�������y(t��ng)���ӵ�0.5������������0.15����(j��)��ˇˮ��(zh��n)��
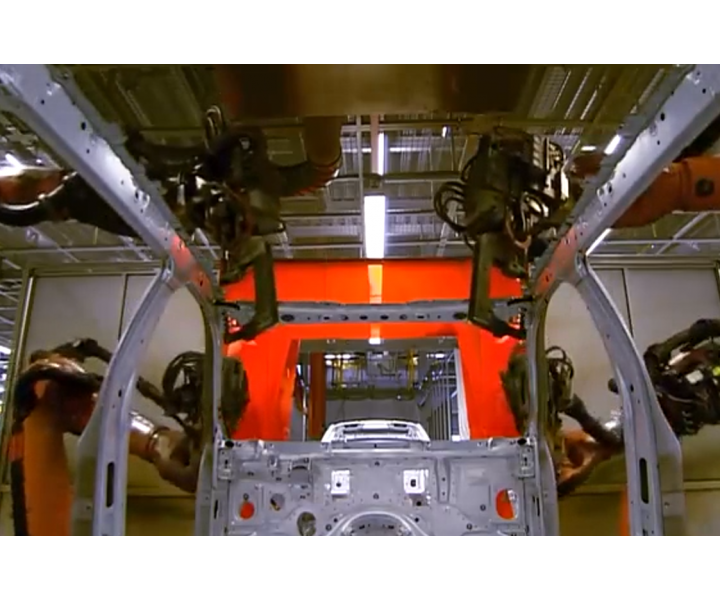
��132��Ę�(bi��o)��(zh��n)��(ji��)�ă�(n��i)������ϵ�y(t��ng)�����1284��(g��)�ߏ�(qi��ng)�Ⱥ��c(di��n)��**�������������c�X�Ͻ�Į��N���ϽӺ�̎�����m��(y��ng)���ӳ����Ԅ�(d��ng)�ГQ�����lֱ�����g(sh��)���_����ͬ���ٵľ���***��������(d��ng)һ��(g��)���c(di��n)��s���ͣ���(j��ng)�^���S��������܇���Ǽ���������0.02����ƥ�侫��ӭ����һ������֮����
�@�M���Y(ji��)��287�(xi��ng)���g(sh��)�ĺ��ӆ�Ԫ�����nj��RCLARƽ�_(t��i)܇���_(d��)��36000Nm/�ȵĿ�Ť���ȵĺ����ܴa����(d��ng)�C(j��)е���W(xu��)��Ҋ��(sh��)���`����ÿ��(g��)���w�R��˲�g����ԏጵ���־���I(y��)�ć�(y��n)֔(j��n)������



�j(lu��)����")

����")
�j(lu��)110")